English
English  English
English русский
русский 日本語
日本語 Español
Español 中文简体
中文简体A trace heating system is an electrical or fluid-based technology that applies controlled, continuous heat along the length of pipes, vessels, and instrumentation to prevent freezing, maintain process temperatures, or compensate for heat loss. It is the right solution for facilities that need to protect infrastructure in sub-zero environments, maintain the viscosity of process fluids, or meet safety standards for fire suppression and chemical handling lines. A properly designed electric trace heating system can maintain pipe temperatures as low as -60 °C ambient with energy efficiency exceeding 95%, and modern self-regulating variants do so automatically without any manual intervention or external control hardware.
Content
- How Does a Trace Heating System Work?
- Which Types of Trace Heating Systems Are Available?
- How Do the Five Trace Heating System Types Compare?
- Why Choose an Electric Trace Heating System Over Steam Tracing?
- What Are the Key Design Parameters for a Trace Heating System?
- How Are Trace Heating Systems Used Across Industries?
- What Standards and Certifications Apply to Trace Heating Systems?
- How Should a Trace Heating System Be Maintained?
- FAQ: Trace Heating Systems
- Q: What is the difference between trace heating and heat tracing?
- Q: Can a self-regulating trace heating cable be left energized year-round?
- Q: How do I calculate how much trace heating cable I need?
- Q: Is a trace heating system suitable for plastic pipes?
- Q: What is the energy cost of running a trace heating system?
- Q: What is the global market size for trace heating systems?
- Conclusion: Why a Well-Designed Trace Heating System Is a Long-Term Asset
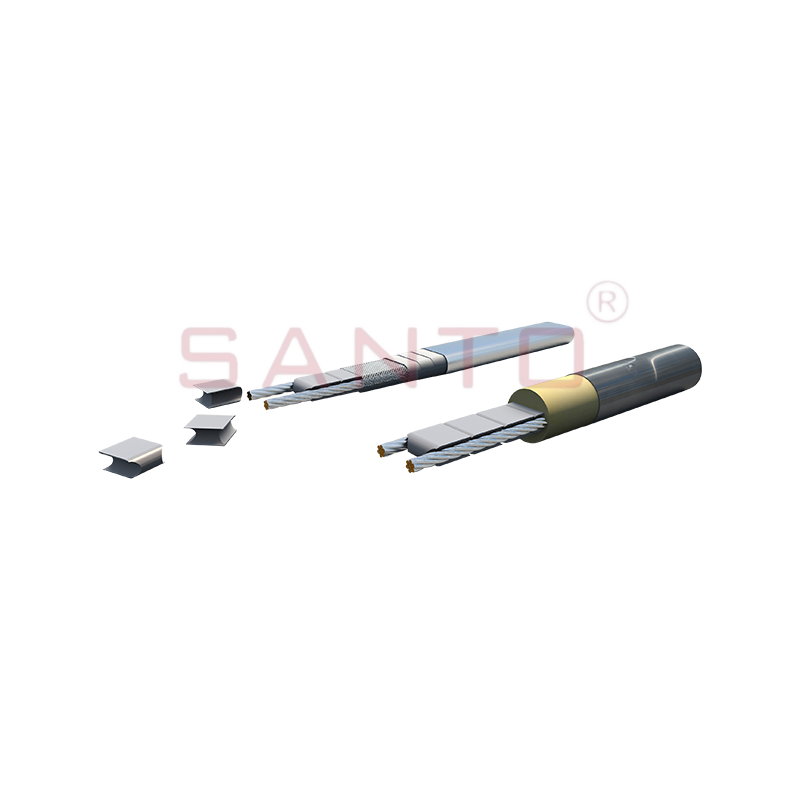
How Does a Trace Heating System Work?
A trace heating system works by running a resistive heating element — either a cable, tape, or tube — in direct contact with or close proximity to the surface being heated, then enclosing the assembly with thermal insulation to minimize energy loss to the surrounding environment.
The fundamental operating principle differs by technology type, but in all cases the goal is the same: replace the heat that the pipe or vessel loses to the ambient environment at a rate sufficient to maintain the target temperature. The three operating phases of a typical pipe trace heating system are:
- Heat generation: Electrical resistance in the heating cable converts current to thermal energy, typically at power outputs of 10–60 W/m depending on the cable type and voltage supply.
- Heat transfer: The element conducts heat into the pipe wall and process fluid, raising and maintaining the target temperature throughout the traced length.
- Thermal regulation: Either the inherent self-regulating properties of the polymer matrix (in self-regulating cables) or an external thermostat and controller cycles the system to hold the set-point temperature within ±2–5 °C.
In a well-insulated installation, a trace heating system operating at 20 W/m can maintain a water pipe at 5 °C against an ambient of -20 °C — a 25 °C temperature differential — using roughly 0.48 kWh per meter per day, less energy than a standard household light bulb.
Which Types of Trace Heating Systems Are Available?
There are five primary categories of trace heating systems, each engineered for a distinct set of temperature requirements, installation conditions, and control strategies. Choosing the wrong type is the single most common cause of underperformance and excessive energy use in traced pipeline networks.
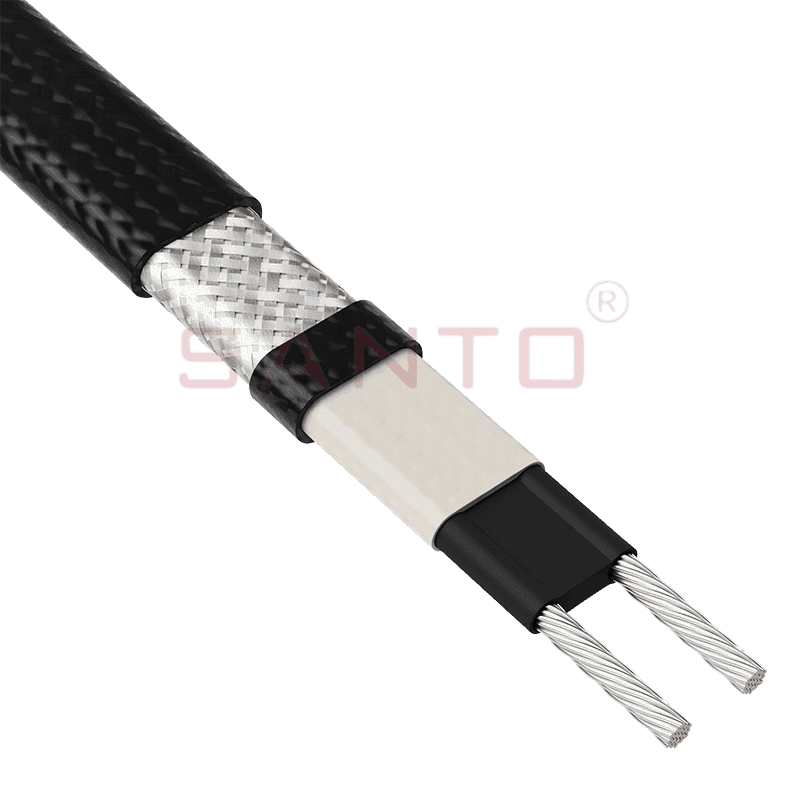
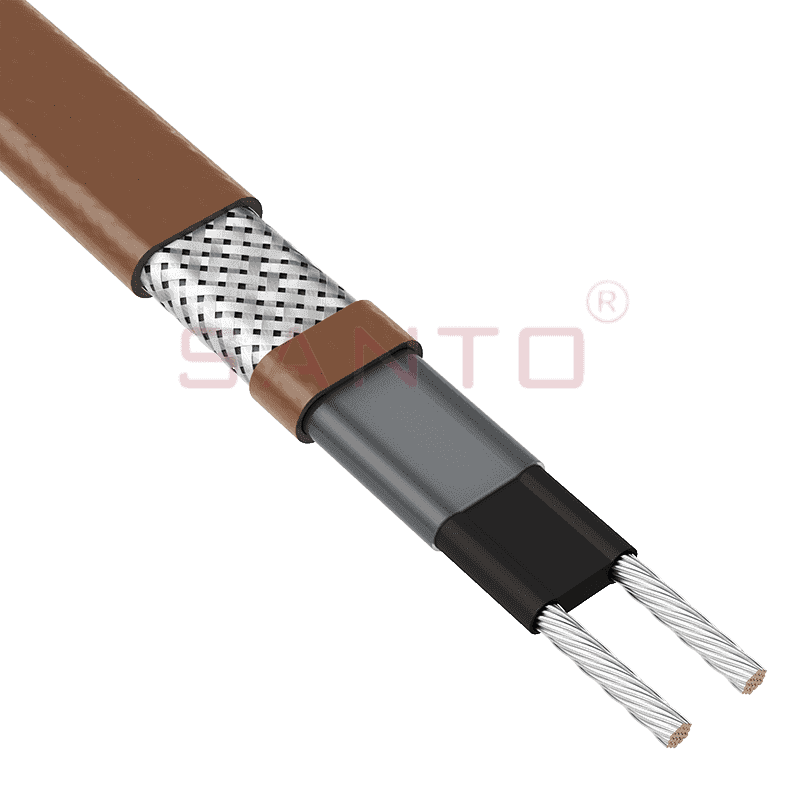
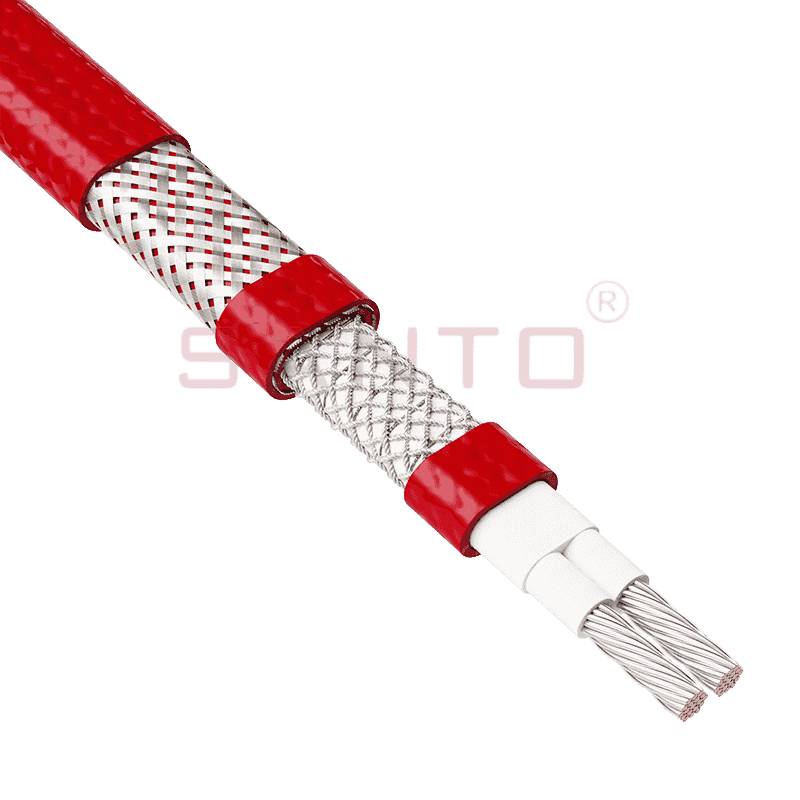
1. Self-Regulating Electric Trace Heating Cable
The most widely installed type globally. A conductive polymer core between two bus wires varies its electrical resistance automatically as temperature changes: as the pipe cools, resistance drops and output rises; as the pipe warms, resistance increases and output falls. This eliminates overheating even where cables cross, making installation straightforward. Typical maintain temperatures range from -20 °C to +65 °C, with medium-temperature variants rated to 121 °C exposure. Power output is typically 10–33 W/m at 10 °C pipe temperature.
2. Constant Wattage Heating Cable
Constant wattage cables deliver a fixed power output per meter regardless of pipe temperature. They are available in parallel-resistance and series-resistance configurations. Parallel constant wattage cables can be cut to any length, making them versatile for complex routing. They are preferred where a precise, uniform heat output is required — such as process temperature maintenance at 150–250 °C — and where the pipe temperature remains relatively stable. Power outputs range from 15 W/m to over 100 W/m.
3. Mineral Insulated (MI) Trace Heating Cable
MI cables use a compressed magnesium oxide insulation between the resistance conductor and a metallic outer sheath, enabling continuous operation at surface temperatures up to 650 °C. They are the standard choice for steam tracing replacement, high-temperature process lines, and hazardous area installations where polymer-insulated cables cannot meet the exposure rating. MI cables require precise factory-set lengths and careful bending, making them a specialist installation requiring certified technicians.
4. Impedance Trace Heating
Rather than using a separate heating element, impedance systems pass electrical current directly through the pipe wall itself, using the pipe's inherent electrical resistance to generate heat. This technique is used for large-diameter, long-distance pipelines (2–30 km) — typically in crude oil transportation and wax-prevention applications — where conventional cable systems would require impractically high voltages. Impedance systems can heat a 20 km pipeline uniformly with a single power feed point.
5. Steam Trace Heating
Steam tracing uses small-bore copper or stainless steel tubes carrying low-pressure steam (typically 2–10 bar) running alongside process pipes. Although an older technology, steam tracing remains competitive where a high-pressure steam network is already available, where very high maintain temperatures (150–200 °C) are needed, or in environments where electrical installations are cost-prohibitive. Its main drawbacks are condensate management complexity, heat loss in steam distribution, and the inability to fine-tune heat output per meter.
How Do the Five Trace Heating System Types Compare?
The table below provides a direct comparison of performance, temperature range, and typical application for each trace heating system type to support engineering selection decisions.
| System Type | Max Maintain Temp | Power Output | Control Method | Typical Install Cost | Best Application |
|---|---|---|---|---|---|
| Self-Regulating | 65 °C (121 °C exposure) | 10–33 W/m | Automatic / thermostat | Low–Medium | Freeze protection, water pipes |
| Constant Wattage | 250 °C | 15–100 W/m | Thermostat required | Medium | Process temperature maintenance |
| Mineral Insulated | 650 °C | 20–200 W/m | Controller / thermostat | High | High-temp process, hazardous areas |
| Impedance | 150 °C | Variable (system-level) | Centralized SCADA | Very High | Long pipelines, crude oil |
| Steam Tracing | 200 °C | 30–150 W/m (varies) | Steam pressure regulation | Medium–High | Refineries with existing steam |
Table 1: Side-by-side comparison of five trace heating system types across key performance and cost parameters. Selection should be based on the full combination of temperature requirement, environment, and lifecycle cost.
Why Choose an Electric Trace Heating System Over Steam Tracing?
An electric trace heating system offers lower total lifecycle cost, greater precision, and simpler compliance than steam tracing in the majority of modern industrial installations. This is not simply a matter of technology preference — it is increasingly a regulatory and sustainability driver, as facilities target reductions in Scope 1 and Scope 2 carbon emissions.
Energy Efficiency
Steam distribution systems lose 10–30% of their thermal energy through pipe insulation, steam traps, and condensate return lines before the heat even reaches the traced pipe. An electric heat trace system delivers energy at 95–99% efficiency directly at the point of need, with no distribution losses. In a facility tracing 5,000 meters of pipework, switching from steam to self-regulating electric cable can reduce annual heating energy consumption by 40–55%, translating to typical savings of $15,000–$60,000 per year depending on energy tariffs.
Maintenance and Reliability
Steam tracing systems require ongoing maintenance of steam traps (which fail open or closed), condensate pot cleaning, and corrosion inspection of copper tracer tubes. Industry data indicates that 15–25% of steam traps in a typical refinery are failed at any given time, resulting in energy waste and inconsistent tracing performance. An electric trace heating system with ground-fault monitoring can identify a cable fault on a specific circuit within minutes and alert operators digitally, reducing mean time to repair from days to hours.
Control and Monitoring Precision
Modern trace heating control systems integrate with building management systems (BMS) and distributed control systems (DCS) via Modbus, Profibus, or Ethernet/IP protocols, enabling remote monitoring of every circuit's power consumption, temperature, and alarm status. Steam tracing offers no equivalent data visibility — a failed steam trap typically goes undetected until a process upset or manual inspection occurs.
Installation Flexibility
Electric heat tracing cable can be routed around valves, flanges, and instrumentation with ease, and self-regulating cable can be overlapped without risk of overheating. Steam tracers require custom-bent copper or stainless tube runs, specialist sweating and brazing at every junction, and condensate pots at every low point — all adding installation time and cost. A typical electric trace installation on a DN50 pipeline runs approximately 1.5–2.5 hours per 10 meters; steam tracing the same length takes 3–5 hours.
What Are the Key Design Parameters for a Trace Heating System?
A correctly designed trace heating system begins with a heat loss calculation, not a cable selection. Specifying cable wattage without first calculating the actual heat loss from the pipe leads to either an undersized system that fails to maintain temperature in cold weather or an oversized system that wastes energy and accelerates cable aging.
| Design Parameter | Definition | Impact on System | Typical Range |
|---|---|---|---|
| Minimum Ambient Temperature | Lowest expected surrounding temp | Sets peak heat loss rate | -60 °C to +10 °C |
| Maintain Temperature | Minimum required pipe temperature | Determines required W/m output | 5 °C to 250 °C |
| Pipe Diameter and Material | Surface area and conductivity of pipe | Affects heat loss per meter | DN15 to DN600+ |
| Insulation Type and Thickness | Thermal resistance of jacket around pipe | Most significant energy-saving lever | 25 mm to 100 mm |
| Area Classification | Hazardous zone rating (ATEX/NEC) | Limits maximum cable surface temp (T-class) | Zone 0–2 / Div 1–2 |
| Circuit Length | Total cable run per power feed point | Determines voltage drop and breaker size | Up to 300 m (self-reg) / 2,000 m (MI) |
Table 2: Core design parameters that must be evaluated before specifying any trace heating system. Missing or incorrect values in any parameter can lead to system failure or energy overconsumption.
How Are Trace Heating Systems Used Across Industries?
Trace heating systems are active across virtually every major industrial and commercial sector. The following six industries represent the largest installed base and fastest-growing demand for pipe trace heating technology.
Oil, Gas, and Petrochemical
This is the largest global market for industrial trace heating systems, accounting for approximately 35% of total installed capacity. Applications include wax prevention in crude oil transfer lines (where temperatures below 30–40 °C cause wax crystallization and blockage), sulfur processing (sulfur solidifies below 119 °C), acid and caustic lines requiring freeze protection, and instrument impulse lines in outdoor installations. Offshore platforms routinely use ATEX-certified electric heat trace on 20,000–100,000 meters of pipework per installation.
Water and Wastewater Infrastructure
Municipal water utilities in cold-climate regions rely on self-regulating trace heating cable to protect above-ground water mains, meter pits, fire hydrant lines, and pump stations from freezing. A single freeze-burst event on a DN100 water main can cost $20,000–$150,000 in emergency repair and water loss. The payback period on a pipe trace heating system for a municipal application is typically 2–4 years against avoided freeze-damage costs.
Food and Beverage Processing
Confectionery, chocolate, edible oil, and syrup production lines require precise process temperature maintenance to control viscosity and prevent solidification. Electric heat trace systems on food-contact pipework must comply with FDA 21 CFR and EHEDG hygiene requirements, using food-grade outer jacket materials (typically PVDF or FEP) and ensuring no contamination risk at flange joints. Constant wattage cables at 30–60 W/m are commonly used to maintain chocolate at 45–50 °C in transfer lines up to 300 meters long.
Pharmaceutical and Chemical Manufacturing
Active pharmaceutical ingredient (API) synthesis and chemical reactor feed lines frequently handle materials that solidify or degrade outside a narrow temperature window. Trace heating systems in these environments must be validated under FDA 21 CFR Part 11 or EU GMP Annex 15 where the pipeline temperature is a critical process parameter. Mineral insulated cables are preferred in Zone 1 and Zone 2 ATEX areas due to their T6-class surface temperature classification and resistance to chemical exposure.
Power Generation
Power plants — both thermal and nuclear — use electric trace heating extensively on instrument lines, safety-related water injection systems, fuel oil lines, and cooling water infrastructure. Reliability is the overriding requirement in these applications: a frozen instrument impulse line can give a false process reading, potentially triggering an unscheduled plant shutdown costing $500,000–$2,000,000 per day in lost generation.
Commercial Construction and Infrastructure
In commercial buildings, trace heating systems protect domestic hot water circulation lines (preventing Legionella growth by maintaining temperatures above 60 °C), roof drainage and gutter systems from ice dam formation, and access ramps and loading docks from ice buildup. The commercial segment is the fastest-growing market for self-regulating cable, with an estimated CAGR of 8.2% through 2030, driven by new construction in cold-climate urban centres and retrofitting of aging infrastructure in Northern Europe and North America.
What Standards and Certifications Apply to Trace Heating Systems?
Compliance with applicable standards is not optional for trace heating systems — it is a legal and insurance requirement in virtually every jurisdiction. Using non-certified equipment in a hazardous area or on a fire protection system can void insurance, trigger regulatory enforcement, and create catastrophic safety risks.
- IEC 62395 / IEEE 515: The primary international and North American standards covering design, installation, testing, and maintenance of electrical resistance trace heating systems for industrial and commercial applications.
- ATEX Directive (2014/34/EU) / IECEx: Required for all electric trace heating equipment installed in potentially explosive atmospheres. Cable, connection kits, and junction boxes must all carry matching Ex certification. The T-class rating must be selected to ensure the cable surface temperature never reaches the auto-ignition temperature of the flammable substance present.
- NEC Article 427: Governs fixed electric heating equipment for pipelines and vessels in the United States, including grounding, overcurrent protection, and ground-fault protection requirements.
- NFPA 13 / EN 12845: Fire suppression system standards that specify requirements for trace heating of fire sprinkler systems in unheated spaces, requiring listed self-regulating cable with thermostat supervision.
- IP Rating (IEC 60529): Connection boxes and controllers for outdoor trace heating installations typically require IP55 minimum; wet or washdown environments require IP66 or IP67.
How Should a Trace Heating System Be Maintained?
A properly maintained trace heating system should deliver 20–30 years of service life with minimal component replacement. The vast majority of premature failures — estimated at over 70% by field service engineers — are caused by mechanical damage during maintenance of adjacent systems, moisture ingress at improperly sealed end terminations, or failure to re-energize the system after summer shutdown.
- Annual insulation resistance test: Measure the resistance between the heating cable conductors and the outer braid/screen using a 500 V or 1,000 V megohmmeter. A reading below 20 MΩ indicates moisture ingress or insulation damage requiring investigation before the winter season.
- Power-on verification: Confirm that all circuits energize correctly at the start of each heating season using clamp-meter current measurements. Current draw should be within 10% of the commissioning baseline reading for self-regulating cables measured at the same ambient temperature.
- Thermostat and sensor calibration: Electronic thermostats and RTD sensors should be verified against a calibrated reference thermometer every 2–3 years. Sensor drift of just 5 °C can result in a pipe temperature 5 °C below the intended maintain temperature, sufficient to cause freezing in marginal designs.
- Insulation jacket inspection: Walk the traced pipework annually to identify damaged, missing, or wet thermal insulation. Insulation that has absorbed water can increase heat loss by 300–500%, overloading the heating cable and reducing its service life significantly.
- Ground fault monitoring review: If a trace heating control panel with GFCI monitoring is installed, review the ground fault current log at least annually. A rising trend in ground fault current indicates cable insulation degradation before a complete failure occurs.
FAQ: Trace Heating Systems
Q: What is the difference between trace heating and heat tracing?
The terms trace heating and heat tracing refer to the same technology and are used interchangeably across different regions and industries. In the United Kingdom and most of Europe, "trace heating" is the standard term. In North America, "heat tracing" or "electric heat trace" is more commonly used. Both describe the application of a continuous heating element along a pipe or vessel to maintain or raise its temperature.
Q: Can a self-regulating trace heating cable be left energized year-round?
Yes — self-regulating heat trace cable is designed for continuous energization and will not overheat even at high ambient temperatures, because its polymer matrix naturally increases resistance as temperature rises, reducing output to near zero when the pipe is warm. However, thermostat control is still recommended in most installations to reduce energy consumption and extend cable service life. A cable operating at high temperature for extended periods will experience gradual polymer crystallization that incrementally reduces maximum power output over time — typically 5–15% over 10 years of continuous high-temperature operation.
Q: How do I calculate how much trace heating cable I need?
The starting point is a heat loss calculation per meter of pipe, based on pipe diameter, insulation type and thickness, maintain temperature, and minimum ambient temperature. Once the heat loss in W/m is determined, select a cable whose rated output at the lowest expected pipe temperature exceeds the calculated heat loss by a safety factor of 1.1–1.25. Add extra cable length for valves (typically 3× the valve body length), flanges (0.3–0.5 m per flange), and instrumentation connections. Most cable manufacturers provide free online sizing tools and engineering design software to automate this process.
Q: Is a trace heating system suitable for plastic pipes?
Yes, but with important precautions. Trace heating cable on plastic pipes (CPVC, PEX, polyethylene) must not use constant wattage cable without a thermostat, as the cable surface temperature in a fault condition can exceed the pipe's maximum temperature rating and cause deformation or ignition. Self-regulating cable is the strongly preferred choice for plastic pipes because its output falls naturally as temperature rises. Always verify that the maximum cable exposure temperature rating is at or below the pipe material's continuous service temperature. For CPVC (typically 93 °C max), medium-temperature self-regulating cable (rated to 65 °C maintain, 121 °C exposure) is the standard specification.
Q: What is the energy cost of running a trace heating system?
Energy cost depends heavily on the design and control strategy. A poorly insulated pipe with constant-wattage cable and no thermostat may consume 35–60 W/m continuously, costing $15–$26 per meter per year at $0.12/kWh. A well-insulated pipe with self-regulating cable and ambient-sensing thermostat control typically consumes 3–8 W/m on average through a winter season in a temperate climate, costing $1.60–$4.20 per meter per year. The single most impactful measure to reduce trace heating energy consumption is improving pipe insulation: doubling insulation thickness typically halves the required cable power output and halves operating costs.
Q: What is the global market size for trace heating systems?
The global trace heating system market was valued at approximately $3.4 billion in 2024 and is forecast to reach $5.1 billion by 2031, growing at a CAGR of approximately 6.0%. Growth is driven by expansion of LNG infrastructure, increased investment in cold-climate construction, rising adoption of electric heat trace as a replacement for aging steam tracing networks in petrochemical facilities, and the push for energy efficiency in industrial operations under carbon reduction mandates. The Asia-Pacific region is growing fastest, led by LNG terminal development in China, South Korea, and Australia.
Conclusion: Why a Well-Designed Trace Heating System Is a Long-Term Asset
A trace heating system is far more than a freeze-protection measure — it is a critical process safety, energy efficiency, and operational reliability tool. When correctly specified, installed to applicable standards, and maintained on a regular schedule, it delivers decades of trouble-free performance at an operating cost that is a small fraction of the cost of a single freeze-related process failure.
The shift from steam tracing to electric heat trace systems, the integration of digital monitoring into trace heating control panels, and the development of high-temperature mineral insulated cables for extreme process conditions are all advancing the technology's capability and expanding the range of applications it can serve.
Whether you are protecting a domestic water pipe from frost, maintaining the flow of crude oil across a 10-kilometer transfer line, or ensuring the reliability of a nuclear plant's safety instrumentation in winter, the right trace heating system — correctly designed and properly maintained — is the most cost-effective and reliable solution available today.