English
English  English
English русский
русский 日本語
日本語 Español
Español 中文简体
中文简体A tank heating belt is a flexible, electrically powered heating element that wraps around the exterior of a tank, drum, or container to maintain or raise the temperature of the contents — preventing viscous fluids from solidifying, protecting temperature-sensitive materials from freezing, and ensuring consistent process conditions without requiring the contents to be removed or transferred. Used across oil and gas, chemical processing, food production, and water treatment industries, tank heating belts deliver targeted thermal energy directly through the vessel wall, with watt densities typically ranging from 0.5 to 5 W/inch² depending on application requirements.
Content
- How Does a Tank Heating Belt Work? The Core Mechanism
- Types of Tank Heating Belts: Which Design Fits Your Application?
- Tank Heating Belt Types Compared: Performance at a Glance
- Key Industries and Applications for Tank Heating Belts
- Tank Heating Belt vs. Alternative Heating Methods: A Practical Comparison
- How to Size and Select a Tank Heating Belt: Critical Parameters
- Installation Best Practices for Maximum Efficiency and Safety
- Frequently Asked Questions About Tank Heating Belts
- Q: Can a tank heating belt be used on plastic tanks and IBCs?
- Q: How long do tank heating belts last?
- Q: What is the difference between a tank heating belt and pipe heat tracing tape?
- Q: Do tank heating belts work on insulated tanks?
- Q: Can one tank heating belt heat the entire contents of a large tank uniformly?
- Q: Are tank heating belts safe to use with flammable liquids?
- Conclusion: Choosing the Right Tank Heating Belt for Long-Term Reliability
How Does a Tank Heating Belt Work? The Core Mechanism
A tank heating belt works by converting electrical energy into thermal energy through resistive heating elements embedded within a flexible insulating jacket, then conducting that heat through direct contact with the tank surface and into the contents.
The operating principle is straightforward: when alternating or direct current flows through a resistive wire or film element inside the belt, electrical resistance generates heat — a phenomenon governed by Joule's Law (P = I²R). This heat transfers conductively through the belt's contact surface into the tank wall and then into the fluid or material inside.
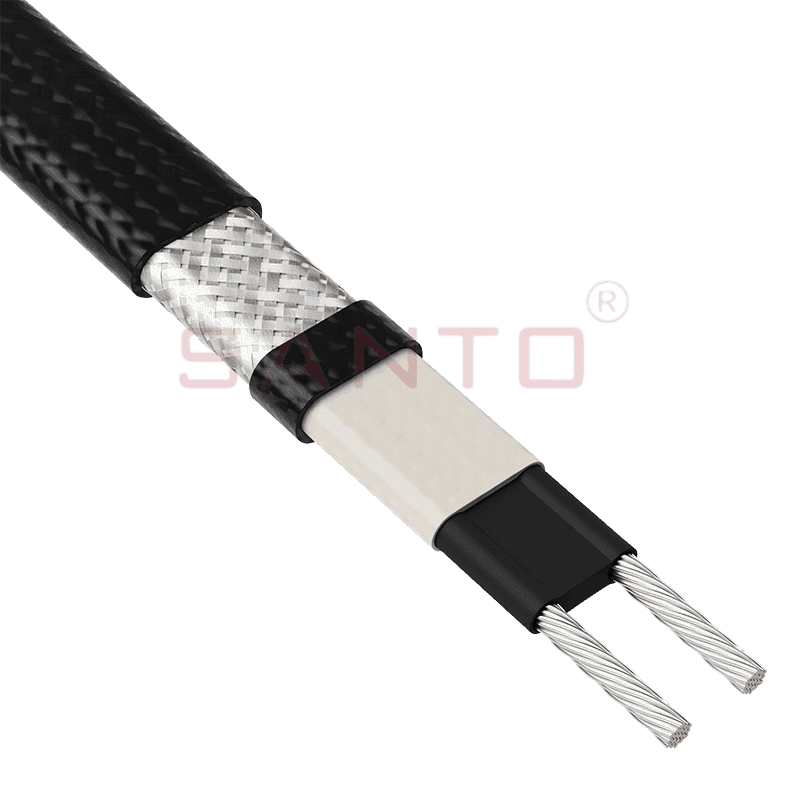
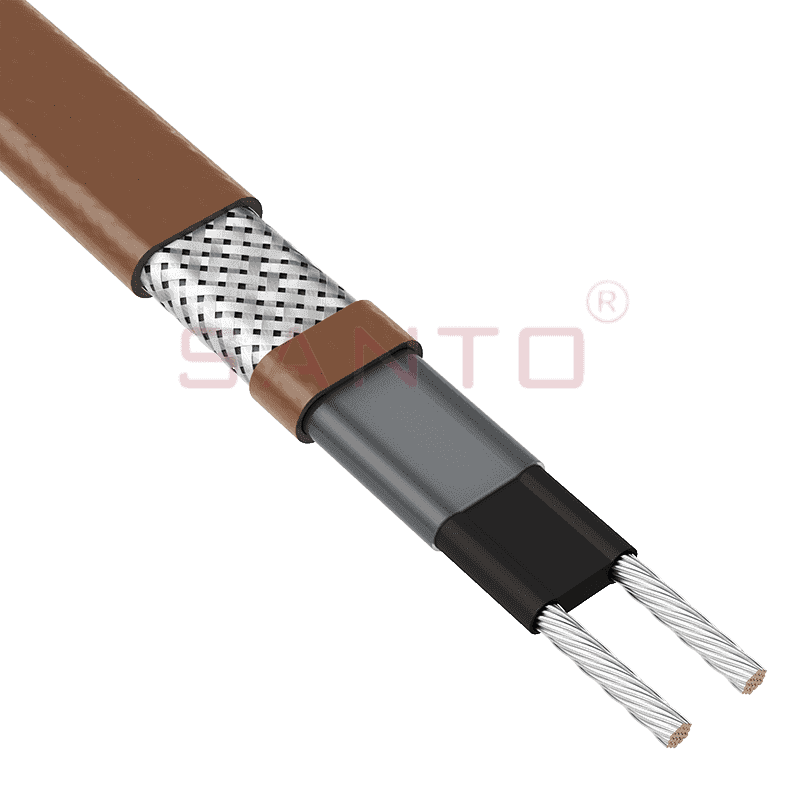
Most industrial tank heating belts consist of four functional layers:
- Heating element layer: The resistive core — typically nichrome (NiCr) wire, carbon fiber heating tape, or etched-foil elements — that generates heat when energized. Element resistance is calibrated at manufacturing to produce a specific watt density across the belt's active surface area.
- Inner contact layer: A thermally conductive, electrically insulating material (commonly silicone rubber or PTFE) that maximizes heat transfer to the tank surface while preventing electrical continuity between the element and the vessel.
- Outer insulation jacket: Fiberglass, silicone foam, or mineral wool insulation that minimizes heat loss to the ambient environment, improving energy efficiency by directing the majority of generated heat inward toward the tank.
- Protective outer sheath: A durable covering of woven fiberglass, stainless steel braid, or high-temperature silicone rubber that protects the assembly from mechanical damage, chemicals, and moisture ingress.
Temperature control is achieved through an integrated or external thermostat that cycles the belt on and off to maintain the target temperature setpoint. Advanced systems use PID (proportional-integral-derivative) controllers that modulate power output continuously, maintaining temperature within ±1–2°C of setpoint even as ambient conditions fluctuate.
Types of Tank Heating Belts: Which Design Fits Your Application?
Tank heating belts are manufactured in several distinct designs, each optimized for specific temperature ranges, vessel geometries, and installation environments.
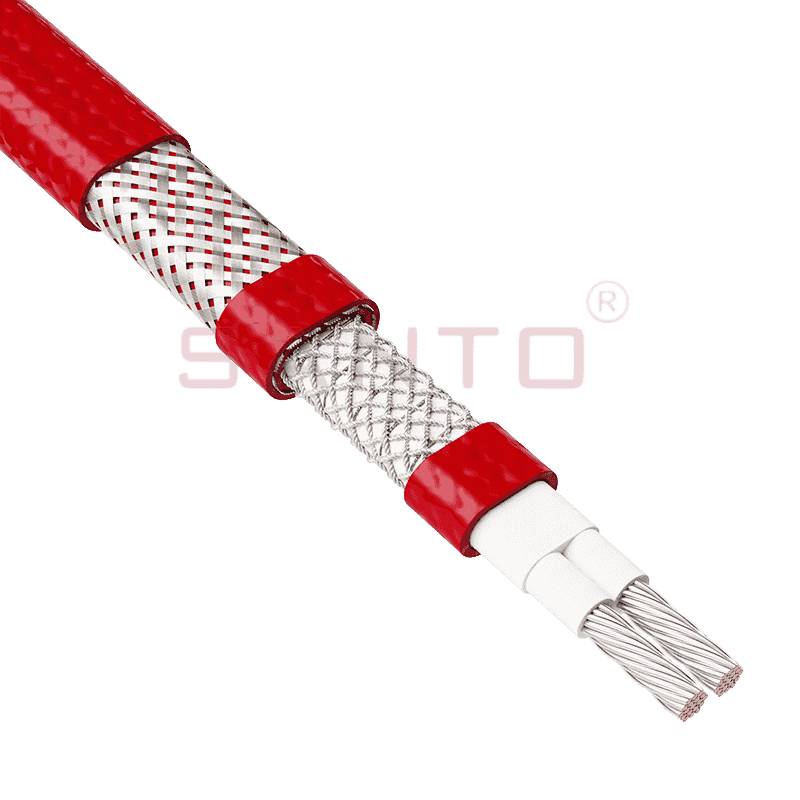
1. Silicone Rubber Heating Belts
Silicone rubber tank heating belts are the most widely used type for general industrial and laboratory applications. They consist of etched-foil or resistance wire elements encapsulated between layers of high-grade silicone rubber. Key advantages include excellent flexibility (conforming tightly to cylindrical, conical, or irregular vessel surfaces), resistance to temperatures from -60°C to +230°C, and inherent resistance to moisture, ozone, and many chemicals. Standard watt densities range from 0.3 to 2.5 W/cm². Silicone belts are available in standard sizes for common drum and IBC (intermediate bulk container) diameters, as well as custom configurations for non-standard vessels.
2. Fiberglass-Insulated Resistance Wire Heating Belts
These belts use nichrome or Kanthal resistance wire woven into or wound within a fiberglass-cloth carrier, then covered with additional insulation layers. They are designed for higher sustained temperatures — continuous operation up to 450°C in industrial-grade versions — making them suitable for tar, bitumen, resin, and heavy crude oil applications where silicone rubber would be thermally overwhelmed. The trade-off is reduced flexibility compared to silicone belts; fiberglass belts are better suited to fixed cylindrical vessels where the belt can be tensioned and secured permanently.
3. Mineral-Insulated (MI) Band Heaters
Mineral-insulated tank heating bands use a resistance wire element surrounded by compacted magnesium oxide (MgO) powder inside a stainless steel sheath — a construction borrowed from industrial immersion heaters. This design achieves the highest watt densities (up to 8 W/cm²) and maximum temperatures (up to 700°C), but sacrifices flexibility. MI band heaters are semi-rigid and designed for clamping directly onto cylindrical vessel exteriors in petrochemical and high-temperature process applications.
4. Self-Regulating Heating Belts (PTC Technology)
Self-regulating (PTC — positive temperature coefficient) heating belts use a conductive polymer core whose electrical resistance increases exponentially as temperature rises. This means the belt automatically reduces power output as it approaches the target temperature, eliminating the risk of overheating without requiring an external thermostat. PTC tank heating belts are particularly valuable for freeze protection applications — outdoor water tanks, chemical storage in cold climates, and remote installations where continuous thermostat monitoring is impractical. Maximum operating temperature for PTC belts is typically limited to 65–85°C, making them unsuitable for high-temperature process heating.
5. IBC and Drum Heating Jackets
Larger-format heating solutions designed specifically for 200-liter drums and 1,000-liter IBCs, IBC heating jackets are essentially full-circumference heating belts with integrated insulation that wrap the entire cylindrical body of the container. They connect with industrial plugs and connectors and typically include a built-in thermostat with an adjustable setpoint range of 20–80°C. A standard 1,000-liter IBC heating jacket typically draws 1,500 to 3,000 watts and can raise contents from 5°C to 40°C in 4–8 hours depending on insulation quality and ambient temperature.
Tank Heating Belt Types Compared: Performance at a Glance
Selecting the right tank heating belt requires matching the heating technology to the target temperature, watt density requirements, vessel geometry, and safety classification of the installation environment.
| Type | Max Temp | Watt Density | Flexibility | Self-Regulating | Best For |
|---|---|---|---|---|---|
| Silicone rubber | 230°C | 0.3–2.5 W/cm² | Excellent | No | General industrial, labs, food |
| Fiberglass resistance wire | 450°C | 1.0–4.0 W/cm² | Moderate | No | Bitumen, tar, heavy oil |
| MI band heater | 700°C | up to 8 W/cm² | Low (semi-rigid) | No | High-temp petrochemical |
| PTC self-regulating | 65–85°C | 0.5–1.5 W/cm² | Good | Yes | Freeze protection, remote sites |
| IBC/drum jacket | 80°C | 0.3–1.0 W/cm² | Fixed-size wrap | Optional | IBCs, 200-liter drums |
Table 1: Comparison of the five main tank heating belt types across maximum operating temperature, watt density, flexibility, self-regulation capability, and primary application suitability.
Key Industries and Applications for Tank Heating Belts
Tank heating belts serve a remarkably wide range of industries wherever temperature maintenance of stored or process fluids is critical to quality, safety, or operational continuity.
Oil, Gas, and Petrochemical Processing
Heavy crude oils, fuel oils, and asphalt-based products become extremely viscous or solidify at ambient temperatures, making them impossible to pump or process. A tank heating belt applied to storage vessels and day tanks maintains these materials at their minimum pumpable temperature — typically 40–80°C for fuel oils and 130–160°C for bitumen. In offshore platform applications, heating belts on seawater-cooled storage tanks prevent hydrate formation in gas condensate lines, where uncontrolled cooling could cause blockages that take days to clear.
Chemical Manufacturing and Storage
Many industrial chemicals have freezing points well above 0°C or must be maintained at specific temperatures for viscosity control. Sulfuric acid (freezing point 10°C at 93% concentration), sodium hydroxide (freezing point 12°C at 50% solution), and phosphoric acid (freezing point 21°C at 85%) are common examples where tank heating belts prevent costly freeze-ups in unheated storage areas. Chemical industry applications also use heating belts to maintain reaction vessels at precise elevated temperatures during batch processing, where temperature deviations of even ±5°C can affect product quality or yield.
Food and Beverage Production
Edible fats and oils (coconut oil melts at 24°C, palm stearin at 44°C), chocolate, honey, and syrups require precise temperature maintenance during storage and transfer. Food-grade silicone tank heating belts certified to FDA 21 CFR and EU Regulation 10/2011 standards maintain these products at their optimal processing temperatures without risking contamination. In brewing and dairy applications, heating belts maintain fermentation vessel temperatures within narrow setpoints (±0.5°C in precision fermentation) that directly determine product character and microbial activity.
Water Treatment and Municipal Infrastructure
Freeze protection is the primary driver for tank heating belt use in water treatment. Water storage tanks, chemical dosing tanks (for chlorine, fluoride, and coagulants), and filter backwash tanks in cold-climate installations require heating during winter months to prevent freeze damage. PTC self-regulating heating belts are particularly well-suited to this application because they can be left energized year-round, consuming minimal power in warm weather and automatically increasing output as temperatures drop.
Pharmaceutical and Biotech Manufacturing
API (active pharmaceutical ingredient) synthesis frequently requires precise temperature control of reactor vessels and intermediate storage tanks holding solvents, reagents, and intermediates. Clean-room compatible silicone heating belts with stainless steel hardware are standard equipment in cGMP (current Good Manufacturing Practice) pharmaceutical environments. Temperature uniformity across the vessel surface is a critical validation parameter — premium pharmaceutical-grade heating belts achieve surface temperature uniformity within ±3°C across the belt area, supporting the process consistency requirements of IQ/OQ/PQ qualification protocols.
Tank Heating Belt vs. Alternative Heating Methods: A Practical Comparison
Understanding how tank heating belts compare to alternative tank heating methods — immersion heaters, steam coils, heat tracing tape, and recirculation systems — is essential for selecting the most efficient and cost-effective solution.
| Heating Method | Installation | Temperature Uniformity | Energy Efficiency | Contact with Fluid | Best Suited For |
|---|---|---|---|---|---|
| Tank heating belt | External, non-invasive | Good (±3–5°C) | High (with insulation) | None | Most vessel types, sensitive fluids |
| Immersion heater | Requires tank penetration | Excellent (direct) | Very high | Direct contact | Large tanks, non-reactive fluids |
| Steam coil / jacketing | Complex, permanent | Very good | Moderate (steam losses) | None (external coil) | Large process vessels, high-volume |
| Heat trace tape | External, flexible | Moderate (line heating) | High | None | Pipes, irregular surfaces |
| Recirculation heating | Requires pump and heat exchanger | Excellent | Moderate | Indirect via HX | Large-volume, high-precision |
Table 2: Comparison of tank heating belt against four alternative tank heating methods across installation complexity, temperature uniformity, energy efficiency, fluid contact, and optimal application scenarios.
The non-invasive installation advantage of a tank heating belt is particularly significant for vessels containing aggressive chemicals, pharmaceuticals, or food products — where any internal heating element creates contamination risk, additional cleaning validation burden, or material compatibility concerns. Immersion heaters, while thermally efficient, require tank penetration, sealing, and periodic withdrawal for inspection, none of which are necessary with an external heating belt.
How to Size and Select a Tank Heating Belt: Critical Parameters
Correct sizing of a tank heating belt requires calculating the heat loss from the vessel, the heat-up energy required to raise contents to the target temperature within the desired timeframe, and matching those requirements to a belt with appropriate watt density and coverage area.
The fundamental sizing equation is:
Required Power (W) = [M × Cp × ΔT / t] + Heat Loss (W)
Where: M = mass of contents (kg), Cp = specific heat capacity of the fluid (J/kg·K), ΔT = temperature rise required (K), t = heat-up time allowed (seconds), Heat Loss = thermal losses through uninsulated vessel walls and top/bottom surfaces.
Practical example: A 200-liter steel drum of palm oil (Cp ≈ 2,000 J/kg·K, density ≈ 900 kg/m³) needs to be heated from 15°C to 45°C in 4 hours, with ambient temperature of 5°C and minimal insulation:
- Mass of contents: 200 × 0.9 = 180 kg
- Heat-up energy: 180 × 2,000 × 30 = 10,800,000 J = 3,000 Wh
- Required heat-up power: 3,000 Wh / 4 h = 750 W
- Estimated heat loss (uninsulated 200L drum at ΔT=35°C): approximately 200–350 W
- Total required belt power: approximately 1,000–1,100 W
A standard 1,200 W silicone rubber drum heating belt would be correctly sized for this application, with 10–20% headroom to account for variability in ambient conditions.
Additional selection parameters include:
- Voltage: Standard supply voltages of 120V, 240V, or 480V (single or three-phase) must match available electrical infrastructure. Three-phase belts are common for higher-power industrial installations above 3 kW.
- Hazardous area classification: If the installation is in a Zone 1 or Zone 2 ATEX/IECEx classified area (flammable vapors or dust), the heating belt must carry appropriate Ex certification (e.g., Ex e, Ex d, or Ex n rating). Standard heating belts must never be used in hazardous atmospheres.
- Temperature controller type: On/off thermostats are adequate for freeze protection and non-critical temperature maintenance. PID controllers are required for pharmaceutical, food safety, or precision process applications.
- Vessel material and surface condition: Rougher surfaces reduce thermal contact efficiency. A thermal interface material (TIM) such as thermal conductive paste or a conforming silicone pad significantly improves heat transfer to rough, corroded, or uneven vessel surfaces.
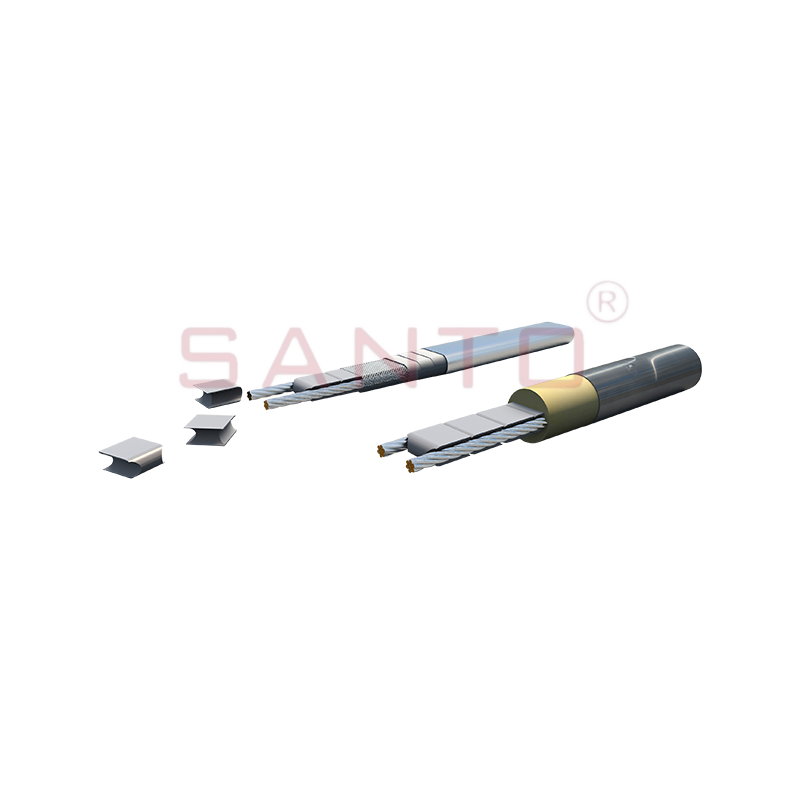
Installation Best Practices for Maximum Efficiency and Safety
Proper installation of a tank heating belt accounts for the majority of the difference between a system that maintains target temperature efficiently and one that consumes excess energy, produces uneven heating, or fails prematurely.
- Clean the vessel surface before installation: Remove rust, scale, dirt, and oil from the contact area. Even a thin layer of surface contamination acts as a thermal insulator, reducing heat transfer efficiency by 10–30%. For steel vessels, wire brushing to bare metal and applying a thin thermal conductive paste before belt installation is best practice.
- Maximize contact area: The belt should lie flat against the vessel surface with no air gaps. For slightly irregular surfaces, use straps or bands to tension the belt evenly rather than relying on adhesive alone. Air gaps create hot spots in the belt element that accelerate degradation.
- Always add external insulation: Without insulation over the heating belt, up to 50% of generated heat is lost to ambient air convection. Wrapping the belt and vessel with mineral wool, foam, or fiberglass blanket insulation of at least 25–50 mm thickness typically reduces energy consumption by 40–60% compared to uninsulated installation.
- Position the thermocouple or sensor correctly: The temperature sensor should be located on the vessel wall — not on the belt surface — to measure actual vessel/fluid temperature rather than belt surface temperature. Sensor placement between belt and vessel (on the vessel wall) provides the most accurate reading for control purposes.
- Install a high-temperature safety cutout: Always fit an independent over-temperature safety device (a separate thermal cutoff or thermostat set 20–30°C above the target setpoint) in addition to the primary temperature controller. This protects against controller failure leading to runaway overheating.
- Follow electrical installation codes: Tank heating belts must be connected by a qualified electrician in accordance with NEC (USA), IEC 60519, or applicable local electrical codes. Ground fault circuit interrupter (GFCI) protection is mandatory for outdoor or wet-area installations.
Frequently Asked Questions About Tank Heating Belts
Q: Can a tank heating belt be used on plastic tanks and IBCs?
Yes, but with important caveats. For plastic tanks — typically HDPE or polypropylene — the maximum watt density must be carefully limited to prevent the belt from exceeding the plastic's heat deflection temperature (HDT). HDPE softens above 80°C; polypropylene above 100°C. For plastic vessels, use low watt density silicone belts (0.3–0.8 W/cm²) with accurate thermostat control to maintain vessel surface temperatures well below the plastic's HDT. Never use high-watt-density belts designed for metal tanks on plastic vessels — localized overheating will permanently deform the container.
Q: How long do tank heating belts last?
Service life depends heavily on operating temperature, duty cycle, and installation quality. A silicone rubber heating belt operating at moderate temperatures (below 150°C) with a 50% duty cycle and proper insulation typically achieves 5–10 years of service life. Belts operated at or near maximum rated temperature continuously will have significantly shorter lifespans — the silicone insulation and element windings experience accelerated thermal aging above 80% of their rated maximum temperature. Periodic inspection for cracking, delamination, or discoloration of the outer jacket is advisable annually.
Q: What is the difference between a tank heating belt and pipe heat tracing tape?
Tank heating belts are designed to wrap the cylindrical body of a vessel and deliver area heating across a broad surface — they have substantially higher total power output (typically 500 W to 5 kW+) and are built as complete band-form assemblies with defined dimensions. Pipe heat tracing tape is a continuous flexible element designed to run along the length of a pipe, maintaining temperature along linear runs. While heat tracing tape can be wrapped around small tanks in some applications, dedicated tank heating belts provide more uniform heat distribution across the vessel surface and are better suited to maintaining bulk fluid temperatures in storage containers.
Q: Do tank heating belts work on insulated tanks?
Yes — and in fact, adding external insulation over a heating belt on an already-insulated tank is still beneficial. The heating belt is installed on the vessel exterior surface, beneath any insulation jacketing. External insulation over the heating belt is critical regardless of the tank's internal insulation, as it prevents heat loss from the belt outward to ambient air. For tanks with existing foam or mineral-wool insulation cladding, the belt is typically installed by temporarily removing the cladding in the installation zone, applying the belt to the bare vessel wall, then reinstating the cladding over the belt assembly.
Q: Can one tank heating belt heat the entire contents of a large tank uniformly?
A single heating belt positioned at one height on a large tank will create a temperature gradient — warmer near the belt zone, cooler toward the top and bottom. For tanks larger than approximately 500 liters, using multiple belts distributed vertically at 30–40 cm spacing, or installing a full-height heating jacket that covers the majority of the vessel's cylindrical wall, produces significantly better temperature uniformity. Alternatively, combining a lower-watt heating belt with a recirculation pump or mechanical agitator in the tank accelerates heat distribution and overcomes thermal stratification.
Q: Are tank heating belts safe to use with flammable liquids?
Standard tank heating belts are not certified for use with flammable liquids or in hazardous classified areas. For applications involving flammable solvents, fuels, or chemicals where vapor-air mixtures may reach explosive concentrations (ATEX Zone 1 or Zone 2), only ATEX/IECEx-certified heating belts with appropriate equipment group and temperature class (T-class) ratings must be used. The T-class must be selected so that the maximum surface temperature of the belt never exceeds the auto-ignition temperature of the most sensitive flammable substance present, with appropriate safety margins.
Conclusion: Choosing the Right Tank Heating Belt for Long-Term Reliability
A tank heating belt is one of the most cost-effective and versatile tools for maintaining process temperatures, preventing freeze damage, and controlling the viscosity of stored fluids across a vast range of industrial applications. The non-invasive installation, flexible configuration options, and compatibility with virtually any cylindrical or near-cylindrical vessel make heating belts the preferred choice when immersion heaters, steam coils, or recirculation systems are impractical or unnecessarily complex.
Successful application depends on correct power sizing based on actual heat load calculations, selection of the appropriate heating technology for the temperature range and chemical environment, proper installation with external insulation, and accurate temperature control. A correctly specified and installed tank heating belt with quality insulation over it will typically achieve energy efficiency of 85–95% — meaning the vast majority of electrical input power reaches the tank contents rather than being lost to the atmosphere.
Whether your application is freeze protection for a rural water treatment plant, maintaining palm oil at processing temperature in a food factory, or keeping heavy crude oil pumpable in an offshore terminal, there is a tank heating belt configuration engineered to meet the requirement — and matching that configuration precisely to your specific conditions is the key to years of reliable, energy-efficient operation.